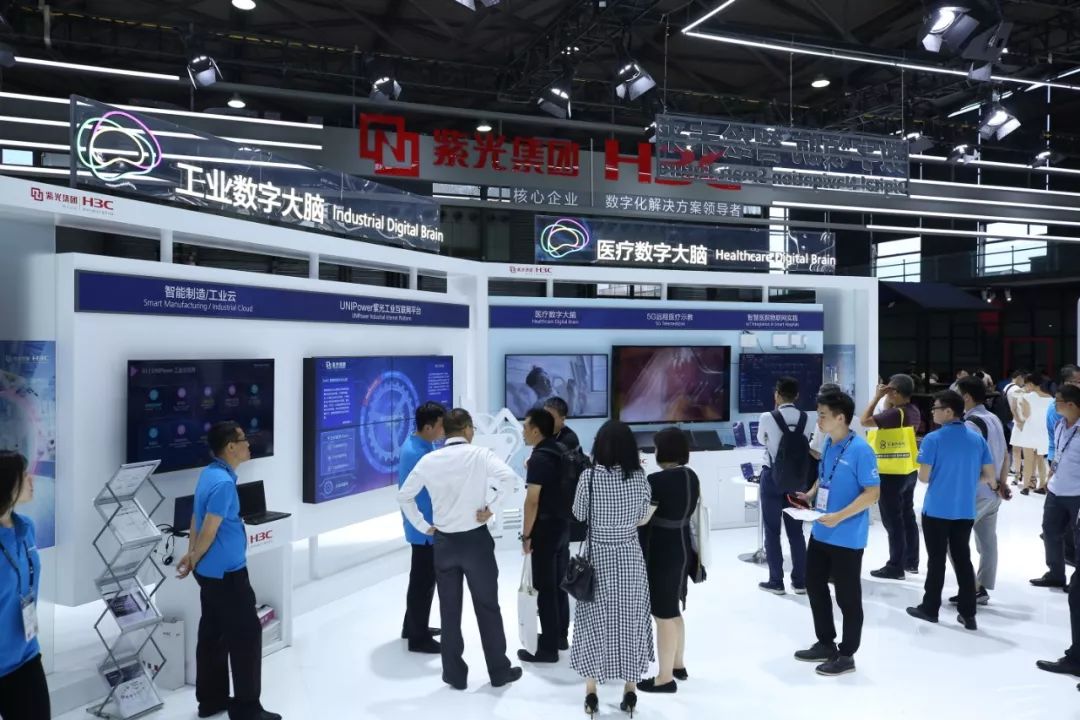
中新网11月9日电 8日,宝能汽车集团西安基地绿色智慧工厂宣布正式建成,自主研发的新能源xEV平台首车暨宝能增程式电动汽车(REV)也于当日下线。着眼于产业变革大趋势、市场演化大格局、科技创新大方向,宝能汽车集团正在快速落实智能化、电动化、网联化、共享化的“新四化”战略,全力推动民族汽车工业创新发展,践行汽车强国梦。
宝能汽车集团西安基地建成投产,宝能集团董事长姚振华致辞。
宝能汽车集团西安基地于2018年3月奠基,并于2020年11月8日正式建成。该基地包括冲压、焊装、涂装、总装等四大主体车间,以及PACK车间、联合站房、污水处理站、生产管理中心、员工食堂、倒班宿舍等附属配套设施。西安基地建成投产后,已成为继江苏常熟观致制造基地、深圳宝能汽车制造基地(原长安PSA制造基地)之后,宝能汽车集团第三个投产的整车制造基地,也是宝能第一个自建并投产的整车制造基地。
而基于xEV平台开发的首车暨宝能增程式电动(REV)车型下线,也意味着宝能汽车集团在自主技术研发上的投入开始进入回报期。制造和研发的双向成果,再加上此前已布局的出行服务,让宝能汽车集团“整车+零部件+出行服务”的全产业链布局清晰落地。
宝能汽车集团西安基地连接西安、咸阳两座前年古都,位于西咸新区新能源汽车产业园。项目以总体、和谐、均衡为原则,充分贯彻精益设计制造思想,采用国际先进的制造工艺、技术和绿色、环保、节能材料,依托高度智能化、柔性化的生产设备,着力打造绿色智能制造工厂。
在绿色环保方面,项目采用可循环利用的绿色、环保、节能材料,按照环保工艺、绿色建筑标准进行设计、施工。例如,冲压车间做到整线防尘降噪,实现作业环境和生产环境的双环保,配备国际先进湿式清洗机,板材清洗时采用油雾收集和过滤,可最大程度实现循环利用;产线首台压机配备数控液压拉伸垫,在有效降低材料牌号需求的同时大幅度降低能耗,最高可达40%;涂装车间采用了新型干式纸盒漆雾捕捉系统,喷漆设备能耗降幅高达60%的同时,做到无漆废水产生,实现真正的零污染。
在自动化智慧生产方面,工厂通过自动化、标准化、数字化的基础平台搭建,实现智能制造。总装车间采用底盘自动合装设备,合车定位精度±0.2mm;拧紧系统采用模块化设计,拧紧数据与MES系统实时通讯、可定制报告,数据可以追溯15年,便于提取分析。焊装车间无论生产线工艺还是自动化率,均达到行业领先水平,规划一条自动化柔性主拼生产线,以及包括底板、侧围、门盖等11条分拼自动生产线,焊接机器人数量为460台,点焊自动化率达100%。涂装车间拥有喷涂机器人82台,涂胶机器人38台,可实现机器人自动涂胶、内外表面自动喷涂、快速换色等,喷涂自动化率达100%,实现真正的智能化;PMC(全厂监控)、MES(生产执行管理)、AVI(过程追踪)、ANDON(异常报警)、RFID(无线射频识别)等控制系统,可实现多车型、多平台、柔性化共线生产。
据基地工作人员介绍,工厂的冲压、焊装、涂装、总装车间按照60JPH(每小时下线台数)设计,已经达到国际一流水平。据悉,高度自动化的设备,叠加精益生产管理体系,可以进一步提升生产效率,如总装车间可以提升至54秒/台,涂装车间可提升至55秒/台。精益生产(lean production)理念,是指只在必要的数量和必要的时间生产所需要的东西,借助鉴定和消除浪费的“工具”,当浪费减少了,质量就会提升,生产时间和成本也会降低。精益生产对生产效率的提升,此前已经在宝能旗下观致汽车常熟工厂有所体现,观致汽车曾透露,2019年引入精益生产管理体系后,以某条装配线为例,可综合节省工时702秒,物料材质的库存周转期(DOH)从过去的6.5天缩短至4天左右。
应未来发展的需求,宝能汽车集团已成功自主开发了聚焦“新四化”的xEV平台,该平台具备高度的可延展性,支持BEV(纯电动汽车)、PHEV(插电式混合动力汽车)、REV(增程式电动汽车)等多种动力。率先在西安基地下线的,是基于该平台的REV(增程式电动汽车)。REV(增程式电动汽车)最大的特点,在于结合了纯电动车和燃油车各自的优势:没有纯电动车的里程焦虑,使用起来和燃油车一样方便,同时又可以享受纯电动车同样的驾乘体验,加速非常快。

相关阅读
赞助商广告